

loading









| Place of Origin | China |
|---|---|
| Brand Name | Rps-sonic |
| Certification | CE |
| Model Number | RPS-HW20 |
| Minimum Order Quantity | 1pcs |
| Price | negotiable |
| Packaging Details | CARTON |
| Delivery Time | 1DAYS |
| Payment Terms | T/T |
| Supply Ability | 200PCS/MONTH |
| Frequency | 20Khz | Power | 2000~6000w |
|---|---|---|---|
| Horn Material | Titanium | Horn Size | Customized |
| Generator | Digital | Weight | 52kg |
| Warranty | One Year | Package | Wooden |
| High Light | Ultrasonic Metal Welding Machine 20Khz,5000w Ultrasonic Metal Welding Machine,Copper Wire Ultrasonic Metal Welder | ||
Automic 20Khz 5000w Ultrasonic Metal Welding Machine For Copper Wire Welding
Ultrasonic Metal Welder Wiring Harness Cable Strand Wire Welding Machine for Copper Wire Weld
Parameter
| Power | 2000W | Frequency | 20KHZ |
| Power supply | 220V | Gas source | 0.5kg |
| Way to control | Single chip microcomputer | Maximum working stroke | 30mm |
| Welding area range | 0.3M2-10M2 | Welding time range | 0.2s---5s |
| Welding mode | Automic | Quality control | 1year |
| Dimensions | 500LX400WX230H MM | Total Weight | 52kg |
| Generator size | 400LX290WX130H MM | ||
| Features:Automatic tracking of energy, time, welding time, energy, air pressure, width, amplitude adjustable | |||
Description
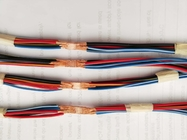
Anything that vibrates will make a sound, and any sound is caused by vibration. Human ears can only perceive sounds within a certain range, and this range can be as high as 18000 (18K) Hz. Higher frequency sound we call it ultrasound. Ultrasonic waves can generate high-frequency vibrations. Using this vibration, we can easily weld non-ferrous metals. Ultrasonic wire harness welding machine is a derivative equipment of ultrasonic metal welding machine. Mainly used in the welding of copper wire and aluminum wire such as the welding of automobile wiring harness and motorcycle wiring harness. So it is often called automobile wire harness welding machine.
Ultrasonic metal welding uses high-frequency vibration waves to be transmitted to two metal surfaces to be welded. Under pressure, the two metal surfaces are rubbed against each other to form a fusion between molecular layers. Its advantages are rapid, energy-saving, and fusion. High strength, good electrical conductivity, no sparks, close to cold processing; the disadvantage is that the welded metal parts should not be too thick (generally less than or equal to 5mm), the solder joints should not be too large, and they need to be pressurized. Ultrasonic metal welding was discovered by accident in the 1830s. At that time, during the current spot welding electrode plus ultrasonic vibration test, it was found that it could be welded without current, so the ultrasonic metal cold welding technology was developed. Although ultrasonic welding was discovered earlier, its mechanism of action is still not very clear so far. It is similar to friction welding, but there are differences. Ultrasonic welding has a short time and the temperature is lower than recrystallization; it is also different from pressure welding because the static pressure applied is much smaller than that of pressure welding. It is generally believed that in the initial stage of the ultrasonic welding process, the tangential vibration removes the oxides on the metal surface, and the protruding part of the rough surface produces repeated micro-welding and destruction, which increases the contact area and increases the temperature of the welding zone. High, plastic deformation occurs at the interface of the weldment. In this way, under the action of contact pressure, when they approach each other to the distance at which atomic gravity can act, a solder joint is formed. The welding time is too long, or the ultrasonic amplitude is too large, which will reduce the welding strength or even destroy it.
Features
1. The two objects to be welded are overlapped and joined by ultrasonic vibration and pressure to form a solid state, the joining time is short, and the joining part does not produce cast structure (rough surface) defects;
2. Compared with the method of ultrasonic welding and resistance welding, the mold life is long, the mold repair and replacement time is less, and it is easy to realize automation;
3. Ultrasonic welding can be carried out between the same kind of metal and different kinds of metals, which consumes much less energy than electric welding;
4. Compared with other pressure welding, ultrasonic welding requires less pressure, and the deformation amount is less than 10%, while the deformation of the workpiece in cold pressure welding is 40%-90%;
5. Ultrasonic welding does not require pre-treatment of the welded surface and post-weld treatment like other welding;
6. Ultrasonic welding can minimize the temperature effect of the material (the temperature of the welding zone does not exceed 50% of the absolute melting temperature of the welded metal), so as not to change the metal structure, so it is very suitable for welding applications in the electronic field;









Ultrasonic Welding Equipment Ultrasonic Welding Transducer Ultrasonic Welding Converter Ultrasonic Liquid Processor Ultrasonic Cutting Equipment Ultrasonic Spray Nozzles Ultrasonic Power Supply Ultrasonic Soldering Equipment Ultrasonic Welding Horn Ultrasonic Assisted Machining Ultrasonic Testing Equipment
content is empty!















